
Nguyên công khoan lỗ
Thứ Năm,
27/02/2025
Lê Anh Tuấn
Drilling a hole

Drilling is often carried out late in the manufacturing process with previous operations already having enhanced the initial component’s value. The drilling application, although seemingly simple, is a complex operation that can lead to significant consequences if the tool malfunctions or is run beyond its capacity.
Initial considerations for drilling a hole
1. The hole
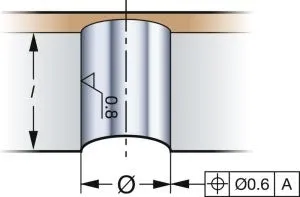
The three most basic considerations for drilling a hole are:
- Hole diameter
- Hole depth
- Hole quality
Hole type and required precision affect tool choice. Drilling can be affected by irregular or angled entry/exit surfaces and by cross holes.
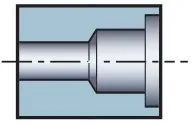
Hole types
Through

Blind
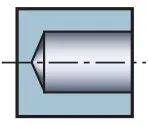
Chamfer
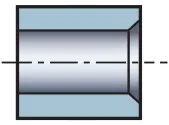
Step
Entry
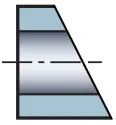
Exit

Cross


- Holes with clearance for bolts
- Holes with a screw thread
- Countersunk holes
- Holes that have a good fit
- Holes for tubes (heat exchangers)
- Holes that form channels
- Holes to remove weight for balancing
- Deep/coolant hole
2. The component
After the required hole has been analyzed, take a look at the workpiece material, component shape and quantity.
Workpiece material
- Does the material have good chip breaking qualities? Long or short chipping material?
- Machinability?
- Material hardness?
- Alloy elements?
Component shape
- Is the component rotation symmetric around the hole, i.e. can the hole be machined with a non-rotating drill?
- Is the component stable or are there thin sections that can cause vibration?
- Can the component be fixed in place? What stability problems need to be considered?
- Is a tool extension needed? Do long tool overhangs need to be used?
Quantity
The batch size affects which drill to use.
- Large batch size - use optimized drill, custom drill
- Small batch size - use drills optimized for versatility
3. The machine

It is important to know how to perform a secure and productive drilling operation in the machine. The machine influences the choice of:
- Type of operation
- Which type of tool holders and/or collets to use
Always consider the following:
- Machine stability, in general and especially the spindle
- Is the spindle speed (rpm) enough for small diameters?
- Coolant supply. Is the coolant volume sufficient for large diameter drills?
- Is coolant pressure sufficient for small diameter drills?
- Clamping of the workpiece. Is it sufficiently stable?
- Horizontal or vertical spindle? A horizontal spindle enables better chip evacuation
- Power and torque. Is the power sufficient for large diameters? If not, can a trepanning drill be used or can helical interpolation with a milling tool be used instead?
- Is there limited space in the tool magazine? Then a step and chamfer drill can be a suitable solution
Tool holding
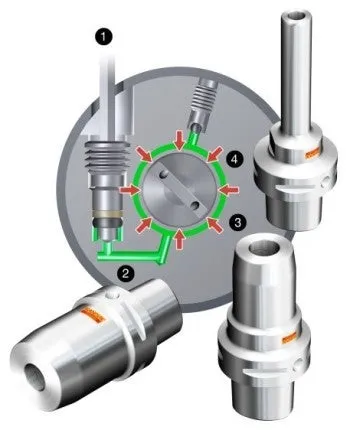

Productivity is not only influenced by grade and geometry, but also by the tool holding and the ability to clamp securely and precisely. Always use the shortest possible drill and overhang.
Consider a modular tooling system designed for all metal cutting operations, including all hole making methods. With such a system, the same cutting tools and adaptors can be used in different applications and machines. This makes it possible to standardize, using one tooling system for the entire machine shop.
Tool run-out
Minimum tool run-out is essential for successful hole drilling. The run-out should not exceed 20 microns. Alignment must be parallel for:
- Close hole tolerance and straightness
- Good surface finish
- Long and consistent tool life

Choice of method
Counter bore – strategies
One tool solution
- Step drilling/ counter bore
- Drill type 4/5

Advantages
+ Customized tools
+ Fastest method
Disadvantages
- Less flexible
Two tool solution
Advantages
+ Standard tools
+ Relatively flexible
Disadvantages
- Two tools
- Requires two tool positions
- Longer cycle time
Step and chamfer – one drill strategy

Drill type 1
Standard

Drill type 2
2 diameter drill (pilot + body diameter)
With pilot and chamfer. Non-body diameter cutting

Drill type 4
2 diameter drill (pilot + body diameter)
With pilot, chamfer and body diameter cutting

Drill type 5
3 diameter drill (pilot + step + body diameter)
With pilot, step and chamfer. Non-body diameter cutting

Drill type 6
3 diameter drill (pilot + body diameter)
With pilot, step and chamfer and body diameter cutting
Bài viết khác

Tiện các loại vật liệu khác nhau
27/02/2025

Sử dụng nước làm mát trong gia công tiện
27/02/2025

Cách lựa chọn dao tiện
27/02/2025

Tăng tuổi thọ dao tiện
27/02/2025

Phương pháp đạt chất lượng sản phẩm tiện
27/02/2025