
Tiện các loại vật liệu khác nhau
Thứ Năm,
27/02/2025
Lê Anh Tuấn
Các tiện các loại vật liệu khác nhau
Turning steel

Thép có thể được phân loại thành thép thường, thép hợp kim thấp và thép hợp kim cao, mỗi loại đều có cơ tính khác nhau ảnh hưởng đến khả năng gia công khi tiện.
Tiện thép hợp kim thấp
Phân loại vật liệu: P1.1
Thép thường có hàm lượng carbon đến 0.55%. Thép carbon thấp (C<0.25%) cần được chú ý đặc biệt vì khó bẻ phoi và dễ bị bết do lẹo dao.
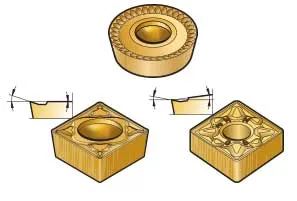
Để bẻ gãy và kiểm soát được phoi, hãy hướng đến bước tiến cao nhất có thể. Khuyến khích sử dụng mảnh dao Wiper (có lưỡi gạt).
Sử dụng tốc độ cắt cao để tránh hiện tượng lẹo dao, vì nó có thể ảnh hưởng đến bề mặt gia công. Mảnh dao với các cạnh sắc và hình học cắt nhẹ sẽ làm giảm xu hướng lẹo dao và ngăn ngừa hư hỏng cạnh dao.
Tiện thép hợp kim thấp

Phân loại vật liệu: P2.x
Khả năng gia công đối với thép hợp kim thấp phụ thuộc vào hàm lượng hợp kim và xử lý nhiệt (độ cứng). Đối với tất cả các vật liệu trong nhóm này, dạng mòn phổ biến nhất là mòn lõm mặt trước và mòn cạnh bên. Đối với vật liệu đã tôi, mìn biến dạng dẻo cũng là cơ chế mài mòn phổ biến do nhiệt độ cao hơn ở vùng cắt của mảnh dao.
Đối với thép hợp kim thấp chưa qua nhiệt luyện, lựa chọn đầu tiên là các loại vật liệu và hình dạng dao chuyên biệt cho vật liệu thép. Trong vật liệu đã qua nhiệt luyện, nên sử dụng các loại dao có độ cứng cao hơn như vật liệu dao cho gia công gang, hay vật liệu dao là ceramics hoặc CBN.
Tiện vật liệu thép hợp kim cao

Phân loại vật liệu: P3.x
Thép hợp kim cao bao gồm thép cacbon có tổng hàm lượng hợp kim trên 5%. Nhóm này bao gồm cả vật liệu mềm và vật liệu cứng. Khả năng gia công giảm ở hàm lượng hợp kim và độ cứng cao hơn.
Đối với thép hợp kim thấp, lựa chọn đầu tiên là các loại vật liệu và dạng hình dao cho thép.
Thép có hơn 5% thành phần hợp kim và có độ cứng trên 450 HB, đòi hỏi yêu cầu cao hơn về khả năng chống biến dạng dẻo và độ bền cạnh. Cân nhắc sử dụng loại cứng hơn (loại gang, gốm và CBN).
Tiện thép không gỉ (Inox)

Thép không gỉ có thể được phân loại thành ferritic/martensitic, austenitic và duplex (austenitic/ferritic), mỗi loại có khuyến nghị gia công riêng.
Tiện vật liệu ferritic and martensitic
Phân loại vật liệu: P5.1
Thép không gỉ này được phân loại là vật liệu thép, do đó có phân loại vật liệu là P5.x. Khuyến nghị gia công chung cho loại thép này là các loại vật liệu và hình dao giành cho thép không gỉ.
Thép martensitic có thể được gia công trong điều kiện nhiệt luyện đòi hỏi thêm yêu cầu về khả năng chống biến dạng dẻo của miếng chèn. Cân nhắc sử dụng các cấp CBN, HRC = 55 trở lên.
Tiện thép không gỉ austenit.
Phân loại vật liệu: M1.x and M2.x
Thép không gỉ Austenitic là loại thép không gỉ phổ biến nhất. Nhóm này cũng bao gồm thép không gỉ siêu Austenitic, được định nghĩa là thép không gỉ có hàm lượng Ni trên 20%.
Recommended grades and geometries are our stainless steel offer of CVD and PVD grades.
Khuyến khích sử dụng loại mảnh dao với vật liệu và hình dạng cho inox với lớp phủ CVD và PVD
Đối với cắt không liên tục nơi mà phoi bị va đập phoi hoặc kẹt phoi là dạng mòn cơ học là chính, hãy cân nhắc sử dụng lớp phủ PVD.
Những cân nhắc khác:
- Luôn sử dụng chất làm mát để giảm thiểu mòn lõm mặt trước và biến dạng dẻo, và chọn bán kính mũi dao lớn nhất có thể.
- Sử dụng các mảnh dao tròn hoặc góc vào nhỏ để ngăn ngừa mẻ cạnh dao
- Hiện tượng sần bề mặt hoặc lẹo dao tích tụ thường xảy ra. Cả hai đều ảnh hưởng tiêu cực đến độ hoàn thiện bề mặt và tuổi thọ của dụng cụ. Sử dụng các cạnh sắc và/hoặc hình học có góc cắt dương
Tiện vật liệu duplex (austenitic/ferritic)

Phân nhóm vật liệu: M3.4
Đối với thép không gỉ duplex hợp kim cao hơn, các ký hiệu như thép không gỉ siêu duplex hoặc thậm chí siêu duplex được sử dụng. Độ bền cơ học cao hơn khiến những vật liệu này khó gia công hơn, đặc biệt là sự tạo nhiệt cắt lớn, lực cắt lớn và khó kiểm soát phoi.
Khuyến cáo sử dụng các loại grade và hình dạng được cho thép không gỉ với phủ CVD và PVD.
Những cân nhắc khác:
- Sử dụng chất làm mát để kiểm soát phoi tốt hơn và tránh biến dạng dẻo. Sử dụng nước làm mát trong, tốt nhất là hệ thống làm mát chính xác đến vị trí gia công.
- Sử dụng các góc vào nhỏ để tránh mòn vỡ cạnh dao và hình thành ba via
Tiện gang

Có năm loại gang chính:
Gang xám (GCI)
Gang cầu (NCI)
Gang dẻo (MCI)
Gang graphite nén (CGI)
Gang dẻo đẳng nhiệt (ADI)
Gang là thành phần Fe-C có hàm lượng Si (1-3%) và hàm lượng C trên 2%. Đây là vật liệu có khả năng cắt phoi ngắn với khả năng kiểm soát phoi tốt trong hầu hết các điều kiện.
Đối với phần lớn các vật liệu gang, chúng tôi khuyên bạn nên sử dụng các loại grade và hình dạng khuyến cáo cho gia công gang. Bạn cũng có thể sử dụng dao gốm hoặc CBN để có thể gia công ở tốc độ cắt cao hơn.
Vật liệu chịu nhiệt HRSA
Siêu hợp kim có độ bền cơ học tuyệt vời và khả năng chống biến dạng (xu hướng các chất rắn di chuyển chậm hoặc biến dạng dưới ứng suất) ở nhiệt độ cao. Nó cũng có khả năng chống ăn mòn/oxy hóa tốt. HRSA có thể được chia thành bốn nhóm vật liệu:
- Gốc niken (ví dụ Inconel)
- Gốc sắt
- Gốc coban
- Hợp kim titan (titan có thể tinh khiết hoặc có cấu trúc alpha và beta)
Khả năng gia công của cả HRSA và titan đều kém, đặc biệt là trong điều kiện cũ, đòi hỏi các yêu cầu cụ thể đối với các dụng cụ cắt. Điều quan trọng là phải sử dụng các cạnh sắc để ngăn ngừa sự hình thành các lớp vật liệu trắng có độ cứng và ứng suất dư khác nhau.
Vật liệu HRSA: Các grade phủ PVD và gốm thường được sử dụng khi tiện vật liệu HRSA. Nên sử dụng dạng hình được tối ưu hóa cho HRSA.
Hợp kim titan: Chủ yếu sử dụng các grade không phủ và PVD. Nên sử dụng dạng hình được tối ưu hóa cho HRSA.
Dạng mòn dao phổ biến ở cả titan và HRSA là mẻ cạnh. Thực hiện theo các hướng dẫn sau để có hiệu suất tối ưu:
- Khuyến nghị sử dụng góc vào nhỏ hơn 45°
- Áp dụng tỷ lệ giữa bán kính mũi dao và chiều sâu cắt một cách hợp lý
- Khi cắt chéo hoặc cắt nhiều lát, khuyến nghị sử dụng chiều sâu cắt cao hơn 0,25 mm (0,0098 inch)
- Luôn phải sử dụng chất làm mát khi tiện HRSA và hợp kim titan, bất kể sử dụng mảnh dao carbide hay gốm. Lưu lượng nước làm mát phải cao và được định hướng đến đúng vị trí gia công.
- Khi sử dụng mảnh gốm, khuyến nghị nên vát mép trước để giảm thiểu nguy cơ mẻ dao khi vào và ra khỏi vùng cắt để đạt được hiệu suất tối ưu.

Tiện nhôm

Nhóm này bao gồm các kim loại mềm không chứa sắt, ví dụ như nhôm, đồng, đồng thau, đồng thau, hợp chất nền kim loại (MMC) và magiê. Khả năng gia công khác nhau tùy thuộc vào các thành phần hợp kim, xử lý nhiệt và quy trình sản xuất (rèn, đúc, v.v.).
Tiện hợp kim nhôm
Phân nhóm vật liệu: N1.2
Luôn sử dụng các mảnh dao có hình dạng cơ bản với góc cắt dương và các cạnh sắc. Mảnh dao không tráng phủ và phủ PCD là lựa chọn đầu tiên.
Đối với hợp kim nhôm có hàm lượng Si trên 13%, nên sử dụng mảnh dao PCD vì tuổi thọ dụng cụ của các loại dao carbide bị giảm đáng kể.
Nước làm mát được sử dụng với mục đích chủ yếu cho việc thoát phoi


Tiện thép sau nhiệt luyện

Tiện thép có độ cứng thường là 55–65 HRC được định nghĩa là tiện chi tiết cứng và là giải pháp thay thế tiết kiệm chi phí cho mài. Tiện chi tiết cứng mang lại tính linh hoạt được cải thiện, thời gian hoàn thành tốt hơn và chất lượng cao hơn.
Cubic Boron Nitride (CBN) grades are the ultimate cutting tool material for hard part turning of case and induction hardened steels. For steels softer than approximately 55 HRC, use ceramics or cemented carbide inserts.
CBN)là vật liệu dụng cụ cắt tối ưu cho việc tiện các chi tiết cứng của thép tôi và thép tôi cảm ứng. Đối với thép mềm hơn khoảng 55 HRC, có thể sử dụng mảnh dao gốm hoặc carbide.

- Sử dụng grade dao CBN tối ưu để tiện các chi tiết cứng.
- Đảm bảo độ ổn định của máy và gá kẹp tốt
- Sử dụng chiều sâu cắt càng nhỏ càng tốt để đạt được góc vào thấp và góc mài cạnh dao hợp lý để cải thiện tuổi thọ của dụng cụ
- Sử dụng mảnh dao lưỡi gạt (wiper) để đạt được bề mặt hoàn thiện tốt nhất
Bài viết khác

Tiện các loại vật liệu khác nhau
27/02/2025

Sử dụng nước làm mát trong gia công tiện
27/02/2025

Cách lựa chọn dao tiện
27/02/2025

Tăng tuổi thọ dao tiện
27/02/2025

Phương pháp đạt chất lượng sản phẩm tiện
27/02/2025