
Tăng tuổi thọ dao tiện
Thứ Năm,
27/02/2025
Lê Anh Tuấn
How to improve tool life in turning
The three main machining parameters when turning are speed, feed, and depth of cut. Each has an effect on tool life, for best turning tool life:
- Reduce cutting speed, vc (to reduce heat)
- Optimize feed, fn (for shortest cutting time)
- Optimize depth of cut, ap (to reduce the number of cuts)
Cutting speed, vc
Too low
- Built-up edge
- Dulling of edge
- Uneconomical
- Poor surface
Too high
- Rapid flank wear
- Poor finish
- Rapid crater wear
- Plastic deformation
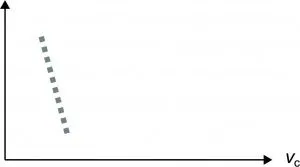
Cutting speed, vc, has a large effect on tool life. Adjust vc for best economy vc.
(Tool life on Y-axis)
Feed rate, fn
Too light
- Stringers
- Rapid flank wear
- Built-up edge
- Uneconomical
Too heavy
- Less chip control
- Poor surface finish
- Crater wear/plastic deformation
- High power consumption
- Chip welding
- Chip hammering
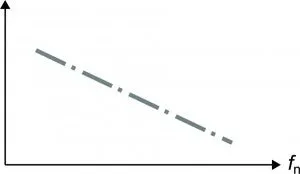
Feed, fn, has less effect on tool life than vc.
(Tool life on Y-axis)
Depth of cut, ap
Too small
- Less chip control
- Vibration
- Excessive heat
- Uneconomical
Too deep
- High power consumption
- Insert breakage
- Increased cutting forces
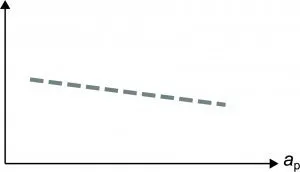
Depth of cut, ap, has a small effect on tool life.
(Tool life on Y-axis)
Tool maintenance
Establishing a routine for tool maintenance in the work shop will improve tool life in turning, prevent problems, and save money.
Check the insert seat
It is important to ensure that the insert seat has not been damaged during machining or handling.
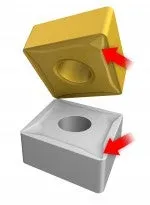
Look for:
- Oversized pockets due to wear. The insert does not seat properly in the pocket sides. Use a 0.02 mm (0.0008 inch) gauge to check the gap
- No gaps in the corners between the shim and the bottom of the pocket are allowed
- Damaged shims. Shims should not have chipped corners in the cutting area
- Wear on the shim from the chip breaking and/or impressions from the insert


Clean the insert seat
Make sure that the insert seat is free from dust or chips produced when machining. If necessary, clean the insert seat with compressed air. If boring bars with cutting heads are used, it is also important to check and clean the coupling between the head and the bar when changing the cutting head.


Torque wrench

To get the best performance out of screw-clamp tool holders, a torque wrench should be used to correctly tighten the insert. Use the recommended torque for each tool holder.
- A too high torque will affect the performance of the tool negatively and cause insert and screw breakage
- A too low torque will cause insert movement, vibrations and degrade the cutting result
Clamping screws
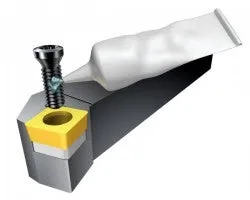
Always use a torque wrench to ensure that screws are correctly tightened. Apply sufficient screw lubrication to prevent the screw from seizing. Lubricant should be applied to the screw threads as well as the screw head face. Replace worn or damaged screws.
Bài viết khác

Tiện các loại vật liệu khác nhau
27/02/2025

Sử dụng nước làm mát trong gia công tiện
27/02/2025

Cách lựa chọn dao tiện
27/02/2025

Tăng tuổi thọ dao tiện
27/02/2025

Phương pháp đạt chất lượng sản phẩm tiện
27/02/2025