
Lắp đặt dao tiện
Thứ Năm,
27/02/2025
Lê Anh Tuấn
Turning tool set-up

Good quality in turning is mainly dependent on the tool system and how it is used together with the cutting material.
Overhang
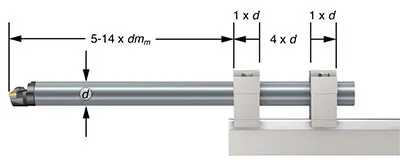
For an optimal turning tool set-up, use a tool holder with as short overhang as possible to avoid vibration. We recommend to use a sub-spindle or tailstock for support if available.
When machining with long overhangs, it is especially important to mount the bar correctly to ensure enough clamping contact. Recommended clamping length is 4 × bar diameter (D). This will result in a stable tool set-up.
Cylindrical boring bars and adaptors can be clamped in split sleeves. Large boring bars and adaptors can be clamped using two split bearing caps.

Tool assembled with split sleeve
Tool fixed in two split bearing caps
Max tool overhang
| Bar type | Turning | Grooving | Threading |
| Steel boring bars | 4 x BD | 3 x BD | 3 x BD |
| Carbide boring bars | 6 x BD | 5 x BD | 5 x BD |
|
Steel damped boring bars  |
7 x BD 10 x BD |
5 x BD* | 5 x BD* |
|
Carbide reinforced damped boring bars |
14 x BD | 7 x BD | 7 x BD |
| *570-4C bars |
For best performance of the boring bar, the contact, design, and dimensional tolerance between tool and tool holder are important factors. The best stability is obtained with a holder that completely encases the bar. V-type bar holder and cylindrical holder with screws are not recommended.

Holder that completely encases the bar
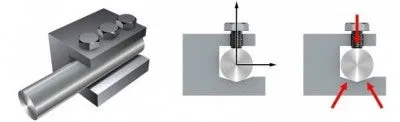
V-type bar holder

Cylindrical holder with screws
Bài viết khác

Tiện các loại vật liệu khác nhau
27/02/2025

Sử dụng nước làm mát trong gia công tiện
27/02/2025

Cách lựa chọn dao tiện
27/02/2025

Tăng tuổi thọ dao tiện
27/02/2025

Phương pháp đạt chất lượng sản phẩm tiện
27/02/2025