
Các loại vật liệu gia công
Thứ Năm,
27/02/2025
Lê Anh Tuấn
Materials in manufacturing
When machining materials, the most suitable cutting tool material (grade) and insert geometry for each workpiece are important considerations for a trouble-free and productive machining process. Other parameters, such as cutting data, tool path, etc. are also vital for a successful result.
This section provides basic information about:
- Cutting tool materials, such as cemented carbide, ceramics, CBN, PCD, etc.
- Workpiece materials and classifications from a machinability point of view
Workpiece materials

Workpiece material groups
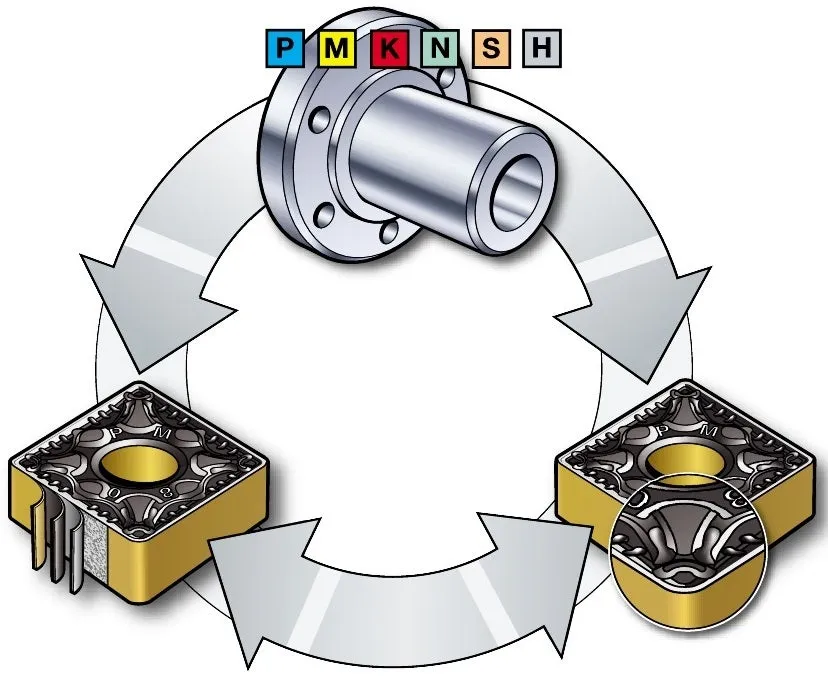
The metal cutting industry produces an extremely wide variety of components machined from many different materials. Each material has its own unique characteristics that are influenced by alloying elements, heat treatment, hardness, etc. These, in turn, influence the choice of cutting tool geometry, grade and cutting data. To make this choice easier, workpiece materials are divided into six major groups, in accordance with the ISO-standard, and each group has unique properties regarding machinability:
ISO P – Steel is the largest material group, ranging from unalloyed to high-alloyed material and including steel castings and ferritic and martensitic stainless steels. Machinability is usually good, but differs a lot depending on material hardness, carbon content, etc.
ISO M – Stainless steels are materials alloyed with a minimum of 12% chromium. Other alloys may include nickel and molybdenum. Different conditions, such as ferritic, martensitic, austenitic and austenitic-ferritic (duplex), create a large range of materials. A commonality among all these materials is that the cutting edges are exposed to a great deal of heat, notch wear and built-up edge.
ISO K – Cast iron is, contrary to steel, a short-chipping type of material. Grey cast irons (GCI) and malleable cast irons (MCI) are quite easy to machine, while nodular cast irons (NCI), compact cast irons (CGI) and austempered cast irons (ADI) are more difficult. All cast irons contain SiC, which is very abrasive to the cutting edge.
ISO N – Non-ferrous metals are softer metals, such as aluminium, copper, brass etc. Aluminium with a Si-content of 13% is very abrasive. Generally, high cutting speeds and long tool life can be expected for inserts with sharp edges.
ISO S – Heat resistant super alloys include a great number of high-alloyed iron, nickel, cobalt and titanium based materials. They are sticky, create built-up edge, harden during working (work hardening), and generate heat. They are very similar to the ISO M materials but are much more difficult to cut, and reduce the tool life of the insert edges.
ISO H – This group includes steels with a hardness between 45-65 HRc, and also chilled cast iron around 400-600 HB. The hardness makes them difficult to machine. The materials generate heat during cutting and are very abrasive for the cutting edge.
O (Other): Non-ISO. Thermoplastics, thermosets, GFRP (Glass Fibre Reiforced Polymer/Plastic), CFRP (Carbon Fibre Reinforced Plastic), carbon fibre composites, aramid fibre reinforced plastic, hard rubber, graphite (technical). Various industries are now using composites to a greater extent, especially in the aerospace industry.
Workpiece material classification using MC codes
Merely dividing materials into six different groups does not provide enough information to select the correct cutting tool geometry, grade and cutting data. The material groups thus need to be broken down further into sub-groups. Sandvik Coromant has used the CMC-code system (Coromant Material Classification) to identify and describe materials from a variety of suppliers, standards and markets. With the CMC-system, materials are classified according to machinability, and Sandvik Coromant also provides suitable tooling and machining data recommendations.
In order to give even more specific recommendations to assist in improving productivity, Sandvik Coromant has generated a new material classification. It has a more detailed structure, includes more sub-groups, and has separate information on type, carbon content, manufacturing process, heat treatment, hardness, etc.
MC code structure
The structure is set up so that the MC code can represent a variety of workpiece material properties and characteristics using a combination of letters and numbers.
Example 1
The code P1.2.Z.AN
P is the ISO-code for steel
1 is the material group unalloyed steel
2 is the material sub-group for carbon content >0.25% ≤ 0.55 % C
Z is the manufacturing process: forged/rolled/cold drawn
AN is the heat treatment, annealed, supplied with hardness values
Example 2
N1.3.C.AG
N is the ISO-code for non-ferrous metals
1 is the material group aluminium
3 is the sub-group aluminium with Si content 1-13%
C is the manufacturing process: casting
AG is for the heat treatment: ageing
By describing not only the material composition, but also the manufacturing process and heat treatment, which doubtless influences the mechanical properties, a more exact description is available. This can then be used to generate improved cutting data recommendations.
Machinability definition
There are usually three main factors that must be identified in order to determine a material’s machinability, that is, its ability to be machined.
- Classification of the workpiece material from a metallurgical/mechanical point of view.
- The cutting edge geometry to be used, on the micro and macro level.
- The cutting tool material (grade) with its proper constituents, e.g. coated cemented carbide, ceramic, CBN, or PCD, etc.
The selections above will have the greatest influence on the machinability of the material at hand. Other factors involved include: cutting data, cutting forces, heat treatment of the material, surface skin, metallurgical inclusions, tool holding, and general machining conditions, etc.
Machinability has no direct definition, unlike grades or numbers. In a broad sense it includes the ability of the workpiece material to be machined, the wear it creates on the cutting edge and the chip formation that can be obtained. In these respects, a low alloyed carbon steel is easier to cut compared to the more demanding austenitic stainless steels. The low alloyed steel is considered to have a better machinability compared to the stainless steel. The concept “good machinability”, usually means undisturbed cutting action and a fair tool life. Most evaluations of machinability for a certain material are made using practical tests and the results are compared to the results of another type of material under approximately the same conditions. In these tests, other factors, such as micro-structure, smearing tendency, machine tool, stability, noise, tool-life, etc. are taken into consideration.

Bài viết khác

Tiện các loại vật liệu khác nhau
27/02/2025

Sử dụng nước làm mát trong gia công tiện
27/02/2025

Cách lựa chọn dao tiện
27/02/2025

Tăng tuổi thọ dao tiện
27/02/2025

Phương pháp đạt chất lượng sản phẩm tiện
27/02/2025