
Nguyên công tạo ren
Thứ Năm,
27/02/2025
Lê Anh Tuấn
Threading
There are a variety of threading methods and tools suited to different components, thread profiles and pitches. Each threading method and tool has its own advantages in certain situations. To help you to successfully perform productive and high-quality threading, we have provided the following recommendations and tips.
Initial considerations for threading
These initial considerations will affect the choice of threading method, threading tool and how they are applied.
The thread
Consider the following dimensions and quality demands of the thread to be machined:
- External or internal thread?
- Thread profile (eg. metric, UN)
- Thread pitch
- Right or left-hand thread?
- Number of thread starts
- Tolerance (profile, position)

The component
After considering the features, look at the component:
- Can the component be fixed securely?
- Is chip evacuation or chip control a critical issue?
- Does the material have good chip-breaking properties?
- Component batch size. Mass production of threads may justify using multi-teeth inserts or an optimized Tailor Made tool to maximize productivity
- Single or multi-thread

The thread form
The thread defines the geometry of a thread and includes component diameters (major, pitch and minor diameter), thread profile angle, pitch, radii and helix angle. See definitions.
The most common thread forms and profiles are shown below.
| Application | Thread form | Thread type | Code |
| General threads |  |
ISO metric American UN |
MM UN |
| Pipe threads |  |
Whitworth, British Standard(BSPT), American National, Pipe Threads, NPT, NPTF |
WH, NT PT, NF |
| Food and fire |  |
Round DIN 405 | RN |
| Aerospace | |
MJ UNJ |
MJ NJ |
| Oil and gas | 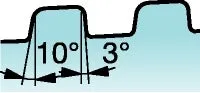 |
API Rounded
API Buttres |
RD
BU |
| Motion threads |  |
Trapezoidal/DIN 103 ACME Stub ACME |
TR AC SA |
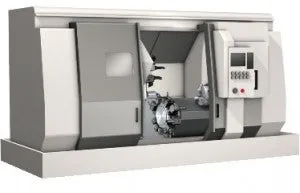
The machine
Machine considerations include:
- Stability, power and torque, especially for larger diameter
- Cutting fluid and coolant supply
- Is high pressure coolant for chip-breaking in long chipping materials necessary?
- Number of available tool positions that would be suitable for the selected threading method
- Limitations in rpm, especially for bar feed magazine and small diameters
- Fixturing possibilities, is sub-spindle or tail stock available?
- Available threading cycles?
Are you looking for tool recommendations?
Find our cutting tools here chevron_right
Ask us a question chevron_right
Want to learn more about the metal cutting basics?
Register for our free e-learning programme chevron_right
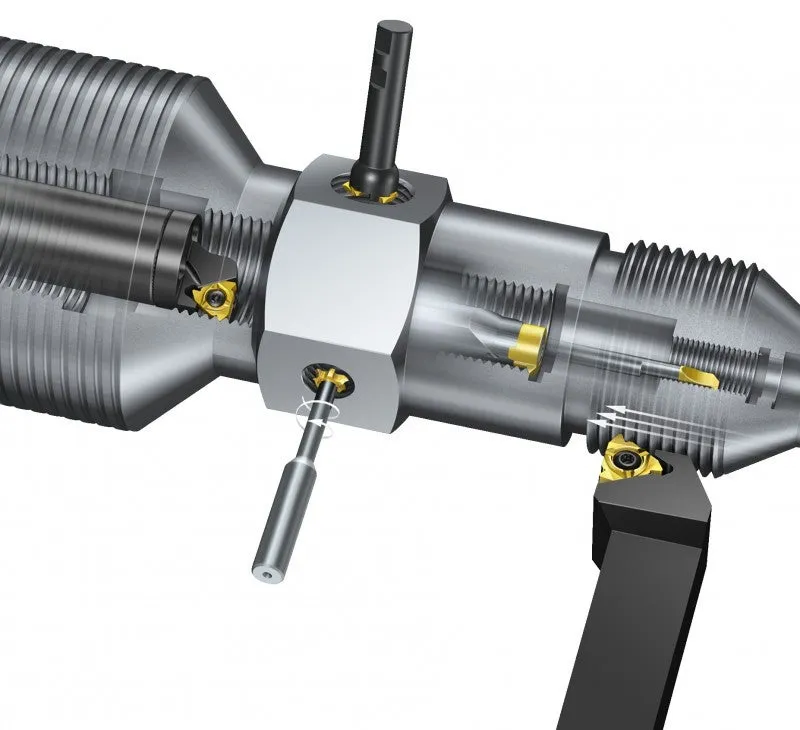
Threading methods
Each threading method has its own advantages in certain situations.
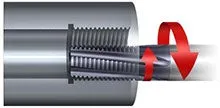
Thread turning
- Productive threading method
- Threading of rotating components around the centre of rotation
- Covers the largest number of thread profiles
- An easy and well known threading process
- Provides a good surface finish and thread quality

Thread milling
- Threading of non-rotating components and threads outside the centre of rotation on rotating components
- Interrupted cuts offer good chip breaking in all materials
- Low cutting forces make it possible to thread in long overhangs and thin-walled components
- Possible to thread close to a shoulder or bottom, no need for a relief groove
- Enables machining of large workpieces which cannot be easily mounted on a lathe
- Enables machining of large thread diameters with low requirements on power and torque
Tapping
- An easy and well-known threading process
- Productive and economical threading method, especially for smaller threads
- Covers the most common thread profiles
- Suitable for all kind of machine tools, both rotating and non-rotating components
- Good chip control due to a wide range of material specific products
- Easy to thread in deep holes
- Form threading possible
- Provides high quality threads

Thread whirling
- For long, slender components, e.g.screws
- Creates high quality threads without bending
- Single-pass threading from stock diameter reduces cycle time
- Accurate threads produced by tilt of whirling ring to the helix angle
- Good chip control enabling more continuous and productive machining
- Requires a machine with thread whirling capabilities

Bài viết khác

Tiện các loại vật liệu khác nhau
27/02/2025

Sử dụng nước làm mát trong gia công tiện
27/02/2025

Cách lựa chọn dao tiện
27/02/2025

Tăng tuổi thọ dao tiện
27/02/2025

Phương pháp đạt chất lượng sản phẩm tiện
27/02/2025